18751735102
18751735102 从事于电热管生产研发以及销售为一体的企业

全国服务热线
18751735102








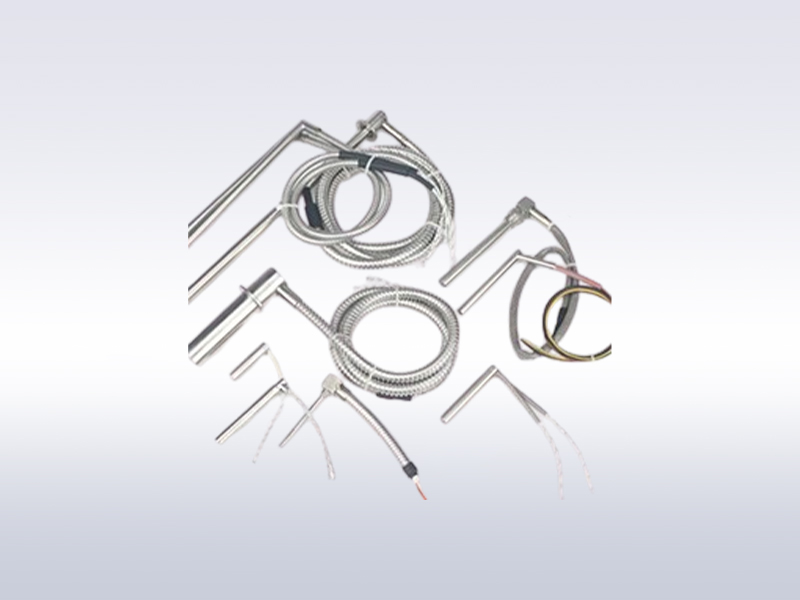
(一) 模具单头电热管类型
1. 模具单头电热管根据表面负荷的不同,分A级(6W/cm2-12W/cm2)、AA级(12W/cm2 - 15W/cm2)、AAA级(15W/cm2 - 40W/cm2);
2. 不同的级别采用不同的材料和工艺,价格成本均不一样,根据实际实用情况以及技术目标要求价格来选购;
3. 国产工艺一般只能做到6W/cm2左右,材质会采用不锈钢304,质保一般为3个月;
4. A,AA,AAA级产品均进口材料进口工艺,A, AA级别一般采用德国进口321材质或英格莱840,AAA级一般采用英格莱840或英格莱800。进口单头加热管一般质保1年(嵌入式干烧工作环境);
5. 国产单头加热管电热或镍铬丝;进口工艺单头加热管均采用德国BGH电热丝或美国镍铬2080电阻丝日本2080镍铬丝;
6. 绝缘材料根据不同的表面负荷来选择,低温粉、中低温粉以及高温粉;进口工艺单头加热管均采用日本德国美国氧化镁粉。
(二)模具电热管对模具孔加工及电热管使用要求:
1、高瓦特密度单头电热管在使用期间,由于本身加热迅速散热条件差,常造成电热外部不锈钢管体焦黑、氧化、变形,因而造成内部发热元件-电热合金丝因高温空烧融断,造成单头电热管本身寿命缩短,所以优良的单头电热管不但需要生产质量好,更要求模具的材质与加工孔径(孔径与管径越接近越好),适合的孔径除了方便换单头电热管之外,也有利于两者热能之间的传导,因而延长加热管本身电热管的使用寿命。
2、模具深孔加工应注意精密度,孔加工必须一次从一端加工完成加工完工孔直线度和圆度要求较高,电热管和孔配合要求间隙配合间隙在0.05-0.15,否则使加热管散热不良,被加热体温度不平均。
3、应注意电热管出线端之氧化镁粉,在使用场所不可受到污染物与水分渗入,防止漏电,可以是预留5mm于模具外。
4、开机使用电热管,可以预热5分钟,以免因为空气潮湿或水分渗入管内,发生漏电危险,使用电热机械必须加装接地线。
5:出厂检验时冷态绝缘电阻应不小于50MΩ
6: 密封试验后,长期存放或使用后的绝缘电阻应不小于1MΩ
7:冷态绝缘:1600v. 1/seg
 首页
首页
 产品中心
产品中心
 案例方案
案例方案
 拨打电话
拨打电话